|
||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||

Article: Machine Vision for factory automation
Many key tasks in manufacturing including inspection, orientation, identification, and assembly require the use of visual techniques. Machine vision systems can perform repetitive tasks faster and more accurately, with greater consistency over time than humans. They reduce labor costs, increase production yields and eliminate costly errors associated with incomplete or incorrect assembly. They automatically identify and correct manufacturing problems on-line by forming part of the factory control network. The net result is greater productivity and improved customer satisfaction through the consistent delivery of quality products.
There are several steps to consider in implementing a vision system successfully and this paper introduces many of the most important aspects.
Defining the system
Defining the requirements of the application involves clear task allocation,
the right visual performance criteria, a good understanding of its environmental
factors, preparation for supporting future system changes, the role and
extent to which the systems interfaces with people or machine and vice
versa.
Some factors to consider are:
- A machine vision system designed for a single task such as the inspection of an object for a pass/fail decision may not be suited for another task such as assembly. In assembly for example, the system needs to locate reference marks in the image before using them to determine object placement and orientation.
- Visual performance criteria could include the required measurement accuracy, the image size required to ensure full capture of the object, speed of image capture and processing and the need for color. These criteria affect the choice of camera, lens and other components in the vision system.
- Environmental factors such as the direction of object motion, temperature, humidity, vibration impose a need for specific system fabrication and assembly practices. Physical space constraints can also restrict camera and lens choices.
- If the system needs periodic changes does it need human expertise to program, configure and to correct errors. What is required in the daily upkeep of the system. Is this supported in-house or provided through third-party integration companies.
- The level of interaction by the vision system with either human or machine does raise different needs and possible complications.
- Quality traceability requires that the vision system either log or report inspection results to the enterprise. An example would be pharmaceutical manufacturing.
- The extent of operator involvement into and the control of the machine vision system will influence system elements such as software. Examples include the support of periodic changes made to inspection criteria, security issues and type/degree of operator training.
Building the machine vision system
Systems all have a need to image or inspect a scene or object operating
on a continuous basis at the fastest practical speed.
Systems operate by using the following steps:
1. Position the object or camera so that the camera can view the object
or scene
2. Capture an image with a camera
3. Process the image
4. Take action based on the image processing results
The essential elements of an inspection system shown in Figure 1 include a delivery vehicle (conveyor or robot for example), the vision system, the response system, and sensors to trigger image capture and system response. The delivery vehicle positions the object for inspection. The vision system which includes camera, optics, lighting, and image processor captures and processes the object image to determine a pass/fail response. The response system takes the required action as well as communicating results to operators or other systems. The sensors serve to trigger the vision and response systems identifying when the object is positioned properly for the systems to perform their tasks.
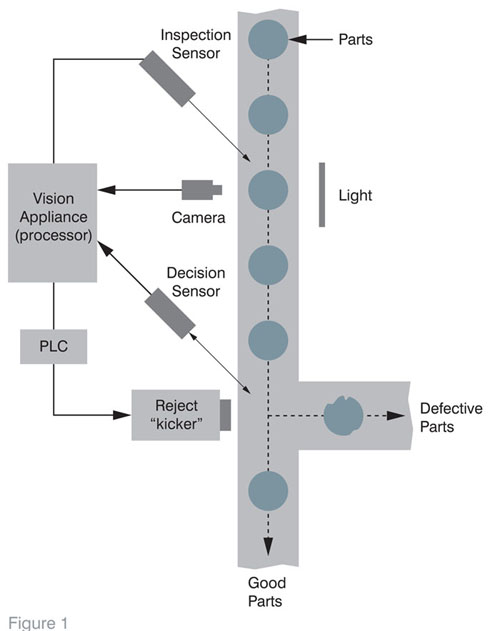
Figure 1 A machine vision inspection system needs a delivery vehicle as well as a means of taking action when parts fail.
Some factors to consider are:
- A delivery system can often be the hardest part of a factory automation design because delivery choice will place restrictions on the remaining system choices, including camera, lighting, sensors, and response systems.
- Developers must determine the most appropriate method for triggering the vision system to capture the image and triggering the response system to take action. Examples include electronic photo-sensors, proximity switches or PLCs.
- Image capture, processing and evaluation are tasks for the vision system. A separate vision controller such as the Dalsa IPD Vision Appliance may handle the image processing and evaluation, or those functions may be integrated into a smart camera.
- Parameters strongly affect the camera, optics, and lighting needed in the vision system as well as the image processing software.
The illustrations in Figure 2 show how some typical applications are handled. The reading of an identification number (2a) requires close-up imaging, front lighting, and optical character recognition software. Inspection of packaged water aerators (2b) requires an entire package view and color imaging. Inspecting the fill level in a detergent bottle (2c) requires back lighting and the ability to detect the position of the liquid's surface.
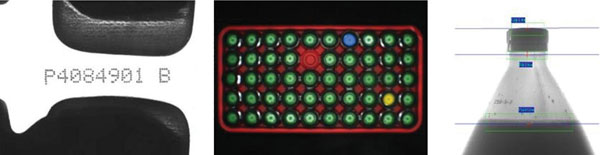
Figure 2 Machine vision applications such as reading identification numbers (left), determining package contents (centre), and verifying bottle fill levels (right) all require different imaging, lighting, and software.
With an appropriate vision system chosen and decision criteria determined the last step is to define how the system is to respond to its decisions. In this example the vision controller triggers a PLC to push rejected parts off the conveyer to another delivery system, allowing acceptable parts to continue undisturbed. The Dalsa iPD Vision Appliances however remove the need for a PLC as they have parts queuing and I/O to perform the rejection in the vision appliance. The controller may also send decision results to the factory enterprise for quality control and traceability purposes.
Ensuring Factory integration
The selection of a third-party supplier and/or system integrator is an
essential step in ensuring the efficient integration of a vision system
into factory automation.
There are a number of factors to consider, both up-front and long-term, that will affect the effectiveness and total cost of ownership of the vision system:
- System design and runtime operations - To control design costs the system should have a well-specified and bounded task. This makes development and programming simpler and allows optimization of components such as camera, lighting, and optics.
- Portability - A flexible vision system will offer a number of options for communicating with third-party factory equipment, operators, and the factor enterprise rather than be restricted to the initial requirements. Physical interfaces might include digital I/O for hardwiring to photo sensors, status indicator lights, PLCs, and directional control devices. Serial ports allow communication with PLCs, motion controllers, robotic equipment, and touch-screen displays. The system could offer Ethernet running TCP/IP for interfacing to the factory enterprise and other equipment and also support other protocols and standard languages such as Modbus and Profibus. Similarly a flexible system design will use modular hardware design so that system elements can be readily replaced, upgraded, or modified.
- System extendibility - It can be valuable to choose system software that includes access to a library of image processing and analysis functions. Having additional functions available beyond the minimum needed to address immediate concerns will simplify future modifications and enhancements to the vision system's task. Hardware extendibility such as the ability to add cameras or change camera resolution at a reasonable cost can be a valuable hedge against future requirement changes.
- System maintenance - Faster and more accurate algorithms as well as new communications protocols become available in time along with operating system enhancements and bug fixes. Ideally the system vendor makes such updates to the vision system software readily available for little or no cost.
Image quality is key
Image quality directly affects the accuracy and precision with which the
system can perform its task. Three main system elements affect image quality:
the camera, the optics and the lighting.
The camera is the image capture element of a vision system. Its key parameters are the size of its sensor, its resolution in pixels, the type of sensor (area, line scan, or TDI: time delay and integration), and the sensor technology: CCD or CMOS. The speed of the sensor, color capability, and sensitivity to non-visible wavelengths may also be important in some applications.
Key specifications for the optics include their working distance, their field of view, their resolution, their speed (light-gathering capability), and the size of camera sensor they support. Other factors that can affect image quality include lens materials and anti-reflective coatings.
Incorrect or inadequate lighting of an object or scene can dramatically increase error rates in vision systems. The proper lighting for an application depends strongly on the task to be accomplished and the mechanical and optical characteristics of the objects to be imaged.
Guidelines for Lighting
One is to strive for consistent, uniform illumination; the vision system
may perceive variations in illumination as variations in the objects themselves.
Both spatial and temporal consistencies are important.
A second general guideline is to light the scene in a way that amplifies the features of interest . If the system for example is to detect a fiducial marker on the surface of an object, front lighting that avoids shadows and reflections is appropriate.
Finally, the lighting should attenuate clutter and background effects.
Image clutter makes identification and extraction of desired information
more difficult and error-prone. Background effects such as reflections
and shadows can prevent recognition of key features or trigger false recognitions.
The simpler the image the faster and more reliably image processing can
extract desired information.
Adept Electronic Solution (AES) is a specialist Australian and New Zealand distributor of machine vision systems and image analysis software. With a broad range of world class machine hardware and software products, AES provides a complete machine vision systems solution.
Consult one of our expert machine vision specialists today at Tel Sydney (02) 99792599 / Perth (08) 92425411 / Melbourne (03) 95555621
For more information please contact us.
|
If you like this page, please recommend and share it. |
||
| More | ||